

")





在管道堆焊中TIG堆焊的优势
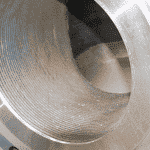
堆焊,指的是用保护层,通常是不锈钢或镍基合金,覆盖工件的“湿润”表面(暴露于有害介质的表面)。
在这种堆焊中使用TIG焊工艺有以下优势:
- 堆焊复杂表面时工艺的精确度,特别是当堆焊区域带有角、曲线或内外边缘时,避免了手动修补的需要。
- 在堆焊复杂几何形状时,电弧能量和熔敷金属量的单独控制是有利的。
- 转移到工件的焊接热量可控,根据工件类型优化焊接能量与熔覆率的比例。
- 焊接顺序可以随时中断和恢复,避免在焊道开始和结束处出现微裂纹和凹坑。
在TIG堆焊中,对精确参数的编程: 堆焊速度、电流、电压、送丝速度和预热温度,可以更好地控制稀释率(填充材料与母材的混合物特征),从而保证熔敷物的正确化学成分。
TIG堆焊的全位置焊接能力,让操作人员在处理不适合平焊位置的工件时可以有更大的灵活度。TIG管道堆焊由于工艺的灵活性,可以选择在非常宽的能量范围内工作,焊接电流调节范围80A至450 A。自动化的易实现性允许业主通过选择多焊炬或多送丝机构来实现生产力的提高,且不会影响操作性和熔敷质量。在TIG堆焊中,TIG焊的所有常规功能仍然完全适用(AVC,摆动,与焊接电流同步运动等)。
堆焊 –技术与工艺
管道堆焊需要多层熔敷,通常是两层,但对于核工业等行业,可能需要三层以上。
组件配置
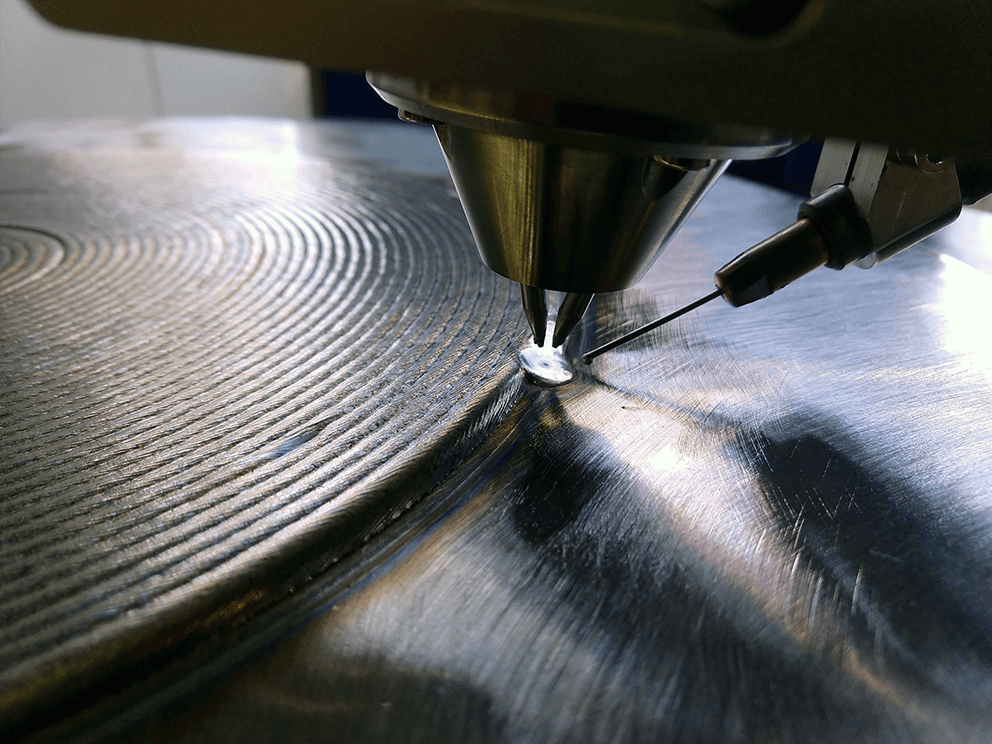
使用从正面或侧面送丝的焊炬配置可避免将支持材料暴露在电弧的直接作用下。这种安排的优点是减少母材熔化,因为填充金属吸收了大部分的热能。
堆焊可以从熔池侧面送丝,这简化了焊炬设计,送丝管整体与焊枪保持平行,直至进入送丝引导部件。熔池中的送丝角度会影响稀释,因此最好将送丝角度设置为60至70°,此时焊接和焊丝加热电流之间的相互作用为中性。影响稀释率的其他因素还有焊接和电极位置。
堆焊层数
通常需要多层熔敷,在此过程中,稀释的控制至关重要。
填充金属和母材之间的第一层通常不能保证堆焊层的预期性能。在确定所需层数时,一般要考虑两种情况:
- 当熔敷合金可以与母材直接接触时,两层就足够了。例如,带镍基合金堆焊层的非合金钢。
- 焊接冶金学建议使用中间层来控制铁素体的百分比并限制裂纹的影响。因此,第二层必须配以第三层,然后可以将其视为全焊接金属。
用于生产和维修的堆焊操作
许多工业过程由于腐蚀性和研磨性介质的持续冲击,以及工艺温度和压力的升高,导致管道和配件的损坏。为了增加高度暴露部件的耐久性,管道表面通过堆焊更耐腐蚀材料来进行保护。
管道和歧管的堆焊在天然气和石油、石化工业和发电厂设备的应用中很常见;航空工业中,飞机发动机部件也经常使用这种方法进行加固。
TIG堆焊应用
使用TIG工艺的堆焊操作在以下类型的应用中产生良好效果:
部件维修操作
这些涉及对使用中或制造异常之后磨损部件(通常是不锈钢)的维修,例如:内孔维修堆焊,耐腐蚀耐磨堆焊维修等。零件可能需要机械加工或等效操作来消除损坏区域,然后堆焊与基材成分相同的材料。焊接不会从根本上改变母材的冶金特性,但确实会增加被修复件的应力水平。这种类型的修复通常用于核反应堆环境中的管道。由于加工异常而报废的零件也可以通过堆焊修复。
新制造管道的预防性堆焊
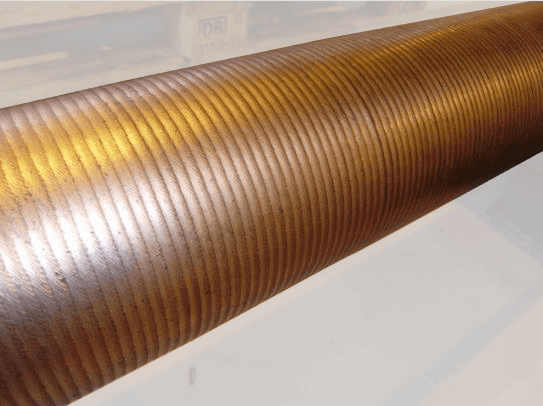
新管制造中,对介质接触表面、端部或凹槽进行堆焊是一个传统的工艺过程,以保护管道免受腐蚀和磨损。管道堆焊在车间内使用专用设备进行,操作上更具灵活度(旋转部件,热处理,机加工调整等),诸如:石油管道长管内壁堆焊,内壁TIG堆焊等。
隔离层
这里的堆焊不是为了保护母材免受外部危害,而是为了创造一个冶金过渡区,目的是为了制造一个异构接头。一旦接头制成,隔离层在焊缝的机械强度中起着不可或缺的作用。
我们是谁
宝利苏迪 POLYSOUDE 专注于新型弧焊解决方案的设计,开发和制造。该品牌在3个核心领域具有突出竞争优势:轨道式管管管板TIG焊机、自动化TIG和等离子焊接解决方案以及TIGer™双钨极堆焊设备。
宝利苏迪焊接技术(上海)有限公司,于2004年成立,专业生产各种电源和轨道式管管、管板自动焊接设备,如各种开放式和封闭式焊接机头。作为TIG自动焊机厂家、自动焊接专机厂家,我们还提供广泛的服务,如焊机校准和培训。
如今,作为一家面向智能工厂的管焊机、管板焊机厂家,堆焊设备厂家,我们的产品设计均能满足工业4.0需要。